

Making Impossible Objects
3DP War Journal #84


The world’s fastest 3D printer - that’s a bold statement.
Especially when we start comparing 3D printers against each other. Because once we do that, we need to compare the technologies. And when it comes to technologies, we also have to consider the materials. And let’s not forget about geometry…
Take a 2 x 2 x 2 cm / 0.8 x 0.8 x 0.8 inch cube. The fastest way to print it would be using FDM/FFF technology. There’s also a wide range of thermoplastic materials with varying properties to choose from.
But if we keep the dimensions but drastically change the geometry, adding lots of hollow, lattice structures, or thin protruding elements of 0.2 - 0.4 mm, FDM/FFF technology becomes impractical. We’d need to switch to resins or powders.
Another example: we need to create 100 small parts. The options are:
a 3D printer using FDM/FFF with a 20 x 20 x 20 cm build area,
an SLA/DLP 3D printer with a 10 x 15 x 20 cm build area,
an SLS 3D printer with a 30 x 30 x 30 cm build area.
And we can only choose one.
Suddenly, we find ourselves in the middle of the jungle of “it depends…”
It depends on the part size, how many can fit on the build plate, and whether we can run prints overnight or not. Or maybe everything will fit in the SLS 3D printer’s chamber, making it the fastest option despite the longer production time?
So I’ll repeat – “the world’s fastest 3D printer” is a bold claim.
But Impossible Objects - a Northbrook, IL-based manufacturer of industrial 3D printers, makes that claim on their website.
The catch is, Impossible Objects (IO for short) produces 3D printers that no one else does, using a technology that no one else uses.
And their speed is really hard to compare to any other additive manufacturing technique.
A forgotten article
In July 2024, I had the pleasure of meeting and speaking with Robert Swartz, founder and Chairman of Impossible Objects LLC. He told me a bit about his business but, more importantly, introduced me to the intricacies of a technology no one else uses.
In August of the same year, I prepared the article below and sent it to Robert for review. I received his approval along with a package of photos, which I use in this article. However, I asked for more images and followed up with a few additional details - and then… the contact suddenly went silent.
Later, I learned about some health-related issues Robert was dealing with, so I didn’t press the matter. The text ended up in my archive, and month by month, I simply forgot about it.
Until I remembered it again two weeks ago. I reread it and realized it would be a crime not to publish it!
I reached out to Robert once more and… he agreed to the publication! And so, here it is…
The Impossible Objects that turn out to be quite possible to make
IO machines utilize the somewhat forgotten LOM (Laminated Object Manufacturing) technology. In short, it involves layering material - foil or paper - selectively bonding them together and cutting them into the desired shape.
The method was invented by Helisys, which created 3D printers based on it in the early 1990s. Helisys used a foil that unfortunately proved to be problematic.

Later, in the 2010s, the method was used by the Irish company Mcor Technologies, where the foil was replaced with paper. Additionally, the paper was printed in full color.

Unfortunately, neither company stood the test of time.
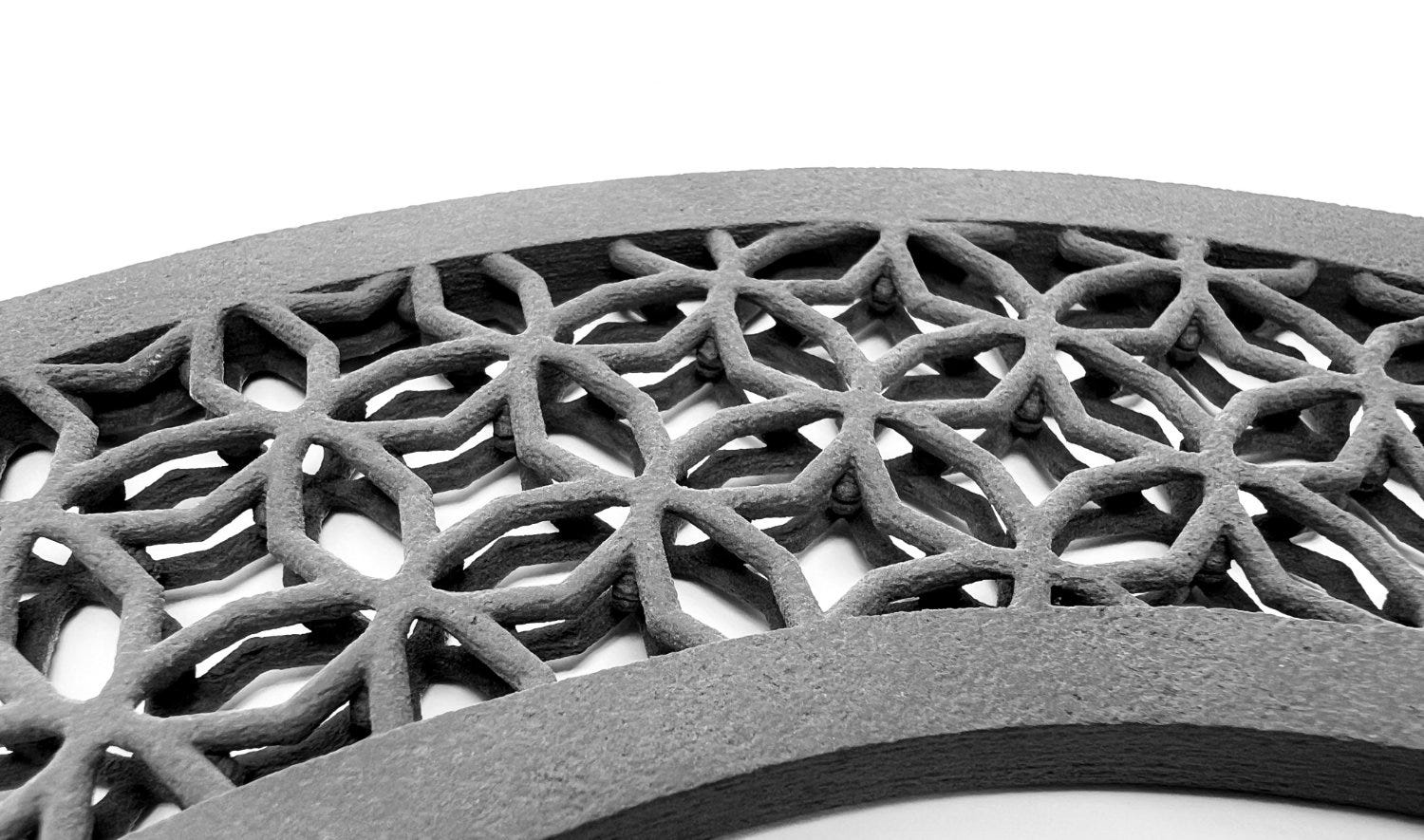
IO takes the idea of the LOM method and makes it their own. They use sheets of carbon fiber or fiberglass, selectively applying an adhesive and then a high-performance polymer like polyamide or PEEK. Everything is then fused, creating a unique, ultra-strong composite of carbon fiber or fiberglass with polyamide or PEEK.
These aren’t filament-based 3D prints. These aren’t powder-based (SLS/MJF) 3D prints.
This is CBAM (Composite-Based Additive Manufacturing).
And now, ladies and gentlemen, Robert Swartz - the creator of this solution...
How does it work
Our goal has always been to try to solve the problems with efficiency faced by additive manufacturing. You will never solve them completely, but you can make progress towards those things.
And I think we have made significant progress in that regard.
The whole idea was looking at 3D printing’s potential but understanding that the process could be improved considerably.
The way it works, the initial steps are conventional:
you take a CAD model,
slice it into layers,
turn those layers into bitmaps.
Then you take a sheet of typically carbon fiber or fiberglass (which is nonwoven), print an aqueous fluid on it that corresponds to the bitmap from the layer.
You then flood a polymer powder on it, and vacuum off the excess. The powder sticks where the fluid was deposited, and you’re left with the polymer selectively deposited on the sheet.
You take those sheets, stack them in register, heat and compress them, and they fuse together. After they’ve cooled, you sandblast away the fibers that don’t have polymer on them and are left with a 3D object.
This process has a number of advantages.
You can use conventional graphic art techniques and run it much faster. So we get speeds that are immensely faster than any other additive technique.
Because we’re working with composites, we get better strength, a much wider selection of polymers, and 50-micron layers. We get better surface finish, no warpage or shrinkage, better dimensional tolerance
And we can use high-performance materials like carbon fiber and PEEK to get very high strength-to-weight ratios that rival aluminum.
We could actually replace CNC machining in many instances at a much lower cost. We can also use very low-cost materials, including recycled ones.
Regarding the build size, the XY is currently 18 inches by 18 inches, which is reasonably large. We’re working on increasing the Z height, which is currently about 3 inches.

Obviously this can be enlarged - we’re facing some challenges, but I believe we can substantially increase that over time. The challenges mainly relate to the machine design and stack height limitations, but we’re working to overcome these.
Another thing we work on is post-processing, which is significant and can have speed issues associated with it.
But the underlying question is twofold:
how long it takes from when you start to when you get a part out?
and the other one is production rates? if you parallelize the post-processing, your production rate is gated by the speed of the printing.
We’ve automated sandblasting through automated techniques and are working on speeding up the heating process, which is currently the longest part of the process.
For cooling, which doesn’t lend itself to particularly high-speed ways of doing it, you can parallelize it by taking the part out of the press after it’s been pressed, allowing the next part to go in.
How the Impossible Objects was founded
Being a small company in additive manufacturing today is better than being a big one. Larger companies have big costs, but revenues are often too small, whereas smaller companies have lower costs but more resources.
However starting a company is extremely challenging, especially generating revenue. Reid Hoffman once said that at the beginning of PayPal, they would have lost less money throwing $100 bills from a building. We’re now generating significant revenue, but it was tough initially.
Before IO, I was working as a consultant at the MIT Media Lab, interested in mathematics and 3D printing. I had experience in industrial processes from running my father’s business and became obsessed with improving 3D printing, seeing it as significant as the internet.
We focused on material science, which we identified as the key challenge in 3D printing. We have seven PhDs in our company focused on this aspect.

We’ve developed a new way of thinking about 3D printing compared to existing methods like sintering, stereolithography, and fused deposition modeling. Our approach is distinct, with a heavy focus on material science, which few people understand as deeply as we do.
Previous methods like those from Helisys and MCor had issues, such as machines catching fire or being too slow for practical applications. Our process is different, faster, and doesn’t involve these serial aspects that slowed down previous methods.
Sandblasting is a part of our process, used to distinguish materials in 3D printing. It’s relatively simple and can be done by hand, although time-consuming. When we first tried it, we weren’t sure it would work, but it did, and it’s a straightforward part of our process now.
What makes CBAM competitive?
When comparing our process to FDM or FFF technology, our post-processing is faster.
And as far as other methods are concerned, General Motors did a study showing we have half the full processing time compared to MJF. MJF has much longer cooling cycles and also requires sandblasting.
SLS also has very long cooling cycles, and both of those processes have a problem with density.
We can achieve much higher densities of parts, which effectively speeds up the process because you can fit more parts into the same build volume. This also lowers costs.
In terms of total time to make a part, we’re still faster than SLS or MJF.

My long-term goal is to make the process instantaneous, but there are some aspects that are more difficult to reduce in time. However, I believe we’re still a significant improvement over existing technologies.
The cost of our parts compared to SLS or MultiJet Fusion depends on the materials. For high-value materials like PEEK and carbon fiber, we’re on the same order or slightly higher, but our properties are incomparable. For materials like PA12 and fiberglass, we’re moving to new materials that are much cheaper, giving us a significant price advantage.
We don’t manufacture polymers or veils ourselves but process them to work with our system. The materials we use are specially manufactured with unique properties for our process.
Our process has no significant shrinkage. The polymer shrinkage is minimal and consistent, so it can be computed out.

We use Netfabb software for some parts of our process, but the rest of the software, including the machine’s operations, is our own. We buy the slicer because there are many good slicers available, and writing one ourselves isn’t necessary.
We are working closely with several major automotive manufacturers, especially in the special vehicle segment, and we’ve received significant interest from various companies across different industries.
Where CBAM has the biggest advantage?
Our technology is great for manufacturing casings, where the Z-axis limitation is less significant, especially for electronics. Another is in drone design, where finding a material that is stiff, hard enough, and lightweight is challenging with FDM technology.
But one of our most successful applications is in solder pallets used in circuit board manufacturing. These are traditionally made from CNC-machined fiberglass epoxy, which is expensive and heavy.
For solder pallets, if the features become too small, traditional methods require titanium inserts, which are extremely expensive.
We don’t need to do that because we can make those small dimensional parts without significant warpage or shrinkage, unlike SLS or MJF, which have deviations.

Our process uses PEEK and carbon fiber, providing ESD properties, high-temperature resistance, and chemical resistance at a lower cost. It’s a perfect application for 3D printing, and we offer a much better solution than traditional methods.
And Our technology is appropriate for drone manufacturing because we can achieve very fine edges for propellers and better strength-to-weight ratios than aluminum, thanks to the carbon fibers. This means the propellers can spin at high speeds without falling apart.
We’ve been doing a lot of work with drones, and we’re certainly interested in exploring further opportunities.

We’ve been very successful in drones, replacing parts that would typically be 3D printed because the properties of carbon fiber and PEEK approach those of most metals, making them sufficient for many applications.
The challenges
Large companies are often resistant to change because it is complicated, difficult, and increases costs due to the need for new techniques, materials, and spare parts. This resistance makes it challenging for them to adopt new technologies like 3D printing.
The price of our system is about $600,000 for the CBAM 25 and about $300,000 for the CBAM-2 (please note that the prices are from interview conducted in 2024 - PS).
The machine’s productivity, being nearly 20 times faster than MJF, significantly reduces the total cost. The productivity of our machines brings down costs considerably, making them a much more cost-effective option.
Getting people to understand the significance of material properties in 3D printing has been a challenge. Initially, people compared 3D printers like they would compare a Toyota to a Honda, not realizing that the materials make a big difference in the quality and durability of the parts.
FDM parts often don’t hold up and fall apart, whereas our parts do not have this problem.
There are many misconceptions about carbon fiber in 3D printing, like those filaments with carbon powder being called carbon fiber, which is misleading.
We use comparatively long fibers, resulting in very high tensile strength, exceeding 200 MPa, which is a radical difference.
The biggest challenge we face is similar to what Markforged faced initially - showing people that our technology, especially with continuous fiber, represents a significant change. It took time for people to realize the value of this technology.
I believe we will overcome this.
The interview was conducted in July 2024, and the final draft of the article was completed in late August 2024. This is the first publication.
All photos courtesy of Robert Swartz. All right reserved.